
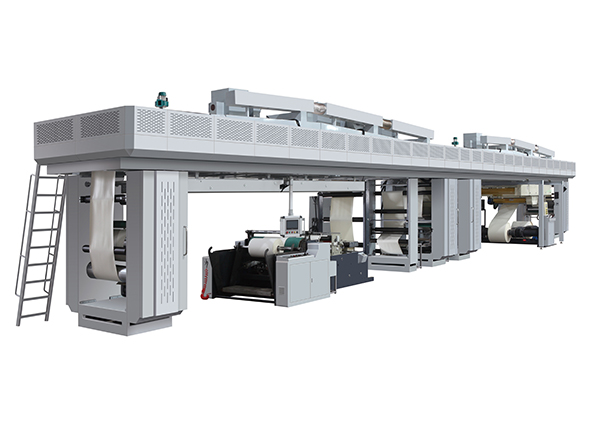
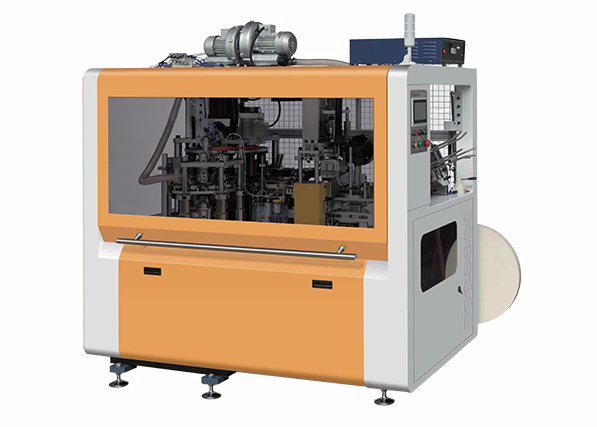
Ikke-plastbehandlingsmaskine
Hastighed:70-80m/min
Maks. papirbredde: B 1100 mm
Op/afvikling: Automatisk skæring
Papirtykkelse: 30~350g
Længde på ovn: 10㎡
Opvarmningsmetode: Cirkulationselvarme
- Oversigt
- Produktbeskrivelse
- Vigtigste tekniske parametre
- Produkt Detaljer Visning
- Anbefalede Produkter
Produktanvendelse

1.Hele maskinen er kontrolleret af 4 frekvensomformermotorer, og hele maskinens spænding (behandling, ovn, træk, vikling) styres automatisk af PLC-systemet. Gennem kontrol og visning på touchskærmen i brugergrænsefladen forbedres hele maskinens spændingspålidelighed.
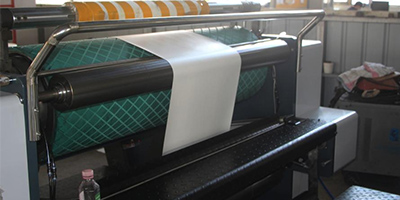
2.Afspolingsstativet er uafhængigt og anvender magnetpulver til automatisk spændingskontrol.
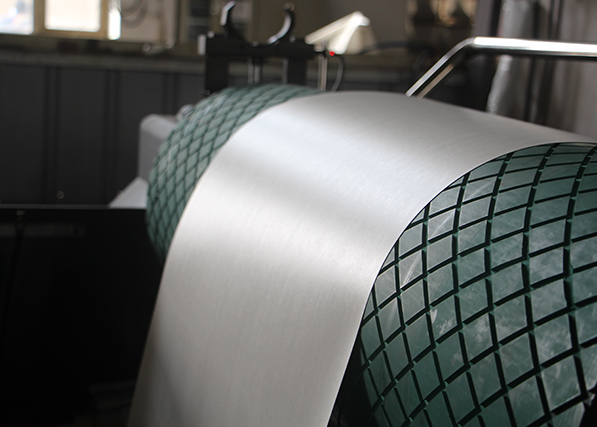
3.Anilox-behandlingsmetode: bladet og aksen til behandling anvender tung dobbelte aksler med mekanisk uafhængig bevægelse, skraberens justeringsmetode er manuel med pneumatisk justering, og vinklen kan justeres frit. Behandlingsmængden afhænger af anilox cylinderens netlinjer, og anilox cylinderen kan udskiftes med forskellige netlinjer for at opnå forskellige behandlingsmængder.
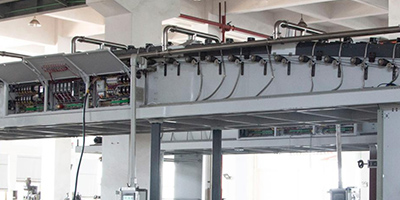
4. Ovnen er 20 meter i længde, og temperaturen styres uafhængigt i seks sektioner. Opvarmningen foregår ved cirkulation af varmeoverførende olie. Systemet til tilførsel af varm luft og de justerbare indre cirkulationsanordninger til sug og udstødning sikrer kraftig indblæsning og udstødning, hvorved tørringen er komplet.
5. Retningshjulet i ovnen drives af en separat motor, som er synkroniseret med hovedmaskinen. En synkronbæltdrevet drev anvendes til at reducere materialets spænding og deformation. Cylinderens topåbne ovntype og membran-gennemborende operationsplatform gør det let for operatører at arbejde.
6. Mellemspændingen mellem belægningsrullen og trækrullen er synkron, og den styres automatisk af PLC.
7. Automatisk måleenhed og hastighedsreguleringsudstyr.
8. EPC-gasfølsom kantretteringsmaskine anvendes til afvigelseskorrektion, så materialet bliver viklet mere ordentligt.
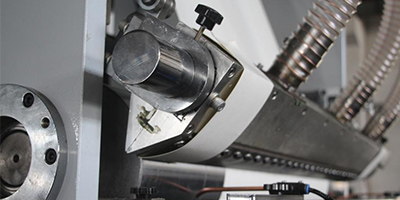
9. Der anvendes en luftudvidelsesaksel med nøgleprofil til tilbageføring og frigivelse, hvilket gør det nemt og hurtigt at laste og aflaste.
10. Højpræcisions tryktype tilbageføringsanordning, stål cylinderkøling anvender vandcirkulationstype, gennem kølevalsen er filmen jævn og køleeffekten er bedre.
|
Uafbrudt vikleanlæg |
|
|
Model |
RD-TBJ |
|
Føringsmetode |
Føring med stålrulle |
|
Maksimal papirbredde |
W1100mm |
|
Op/afvikling |
Automatisk papirforsyning og afvikling uden at stoppe maskinen |
|
Maks. viklediameter |
φ1100mm |
|
Papirtykkelse |
30~350g |
|
Længde på ovn |
10 m*2 |
|
Opvarmningsmode |
Cirkulationselektrisk opvarmning |
|
Hastighed |
70-80m/min |
|
Gasforbrug |
0,5 MPa, 0,1 m³/min |
|
Krævet kraft |
120 kW (380 V AC 3φ 50 Hz) |
|
Dimension (LxBxH) |
26000×2200×5500 mm |
|
Vægtmaskine (kg) |
31000 kg |








 ONLINE
ONLINE